
3D printer over-extrusion is one problem that we all suffered once in our printing journey. With our 3 great extrusion setting solutions, you will forget about the blobs and strings that appear when over-extrusion happens. If you notice over-extrusion stop your printing, adjust with our solutions, then resume your 3D printing activities.
What is 3D Printer Over-Extrusion?
Having the correct extrusion settings is crucial in every printer. Not every printer has a way to monitor how much material is being extruded. Not setting up the extrusion process will lead to problems such as over-extrusion.
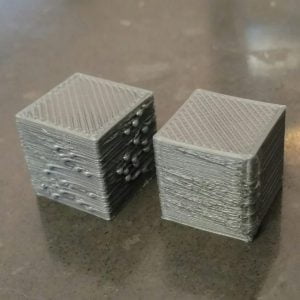
This phenomenon happens when your printer extrudes more material than it should. You will notice over-extrusion if you see blobs, stringing, layer dropping, and inaccuracies in diameter.
3 Solutions for Over-Extrusion
Lower Printing Temperature
When printing at high temperatures, the material can over-melt. If the material over-melts, it can flow without limits through your nozzle. To solve this, start by decreasing your printing temperature to 5-degree decrements until you find the right temperature. Remember that printing is subjective to how you set your printer.

You will have to test out these things till you find your sweet spot. We highly recommend testing temperature settings with a temperature tower.
3D Filament Diameter
There are several things that you need to consider when analyzing the diameter. First, you need to know the printing requirements for the filament you are going to be using. For example, PLA has different printing settings than PETG. Second, know that there are three common diameters, which are 1.75mm, 2.85mm, and 3mm. Third, understand the importance of selecting the correct nozzle for your printing. If your slicer assumes a thinner filament diameter than what you are using, then the extruder will deposit your material at a higher rate.

Make sure to check the storage of your 3D printing filament. These may cause humidity to get into your filament. Humidity can be absorbed and will eventually affect the diameter when printing.
Extrusion Flow Rate
Calibrating your extrusion flow rate will determine the rate at which your printer will extrude the material. If you notice extrusion jams or abnormal layers, then you will need to calibrate your extrusion flow.
Most printers have an extrusion flow rate value between 90%-100%, but you can adjust to find that sweet spot. Gradually make changes of 2.5%. These are the three top solutions that we found most useful when encountering 3D printer over-extrusion. We hope you try these out and forget about this problem.