
3D print stringing is one of the most common problems when doing a 3D project. In this article, we will dive into what stringing is, how to clean up your strings, and how to prevent it.
What is 3D Print Stringing?
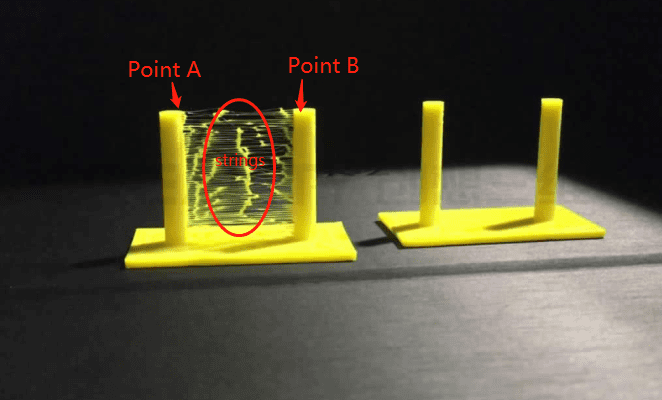
As you start printing, your nozzle moves across your printing bed from one point to another. Sometimes, the nozzle might lose plastic that solidifies, leaving a visible string of plastic that looks like “plastic hair”.

What Causes Stringing in 3D Printing?
One of the main causes of stringing is using incorrect settings such as retraction and temperatures. First of all, you need to analyze what type of printer and filament you are using.
PLA, ABS, and PETG are known for this issue to happen. PETG requires high temperatures for melting, so that is why stringing can occur easily.
Now that you know what 3D print stringing is and what causes it let’s dive into the 5 solutions!
5 Solutions on How to Prevent Stringing 3D Printing
Setting the Correct Temperature
The ideal temperature depends on the printing material and how the user sets its 3D printer. When the printer starts the printing process, the 3D filament becomes more liquid, and it might drip from the nozzle from one point to another.
This is a signal that you need to adjust your printer for the filament you are using and the printer system itself. Lowering your printer’s temperature too much can lead to damaging your printer.
If you reduce the printing temperature too much, the 3D filament will not melt properly. This can lead to nozzle blockage and extrusion problems. Keeping your temperature right will also help you calibrate your printing flow.
We recommend moving up or down 5 to 10°C to test your printer settings with the different printer filaments.
Another recommendation is to use a temperature tower. These are used to find the ideal temperature for each printing filament.

These are the temperatures that we recommend for the most common 3D printing filaments in the market:
Filament Printing Temperatures
PVA: 160-190°C
PLA: 180-220°C
ABS: 200-250°C
PETG: 220-255°C
TPE: 210-240°C
TPU: 230-250°C
Printing Bed Temperatures
TPE: 20-70°C
PLA: 50-70°C
PVA: 60°C
TPU: 60°C
PETG: 70-80°C
ABS: 90-100°C
Printer Extruder Retraction
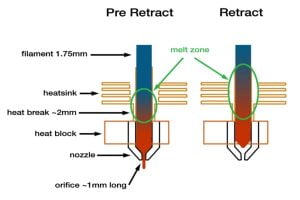
Retracting extrusion is one of the most used methods to prevent stringing. This process happens when the extruder retracts, leaving a space when the filament is pulled back.
This will prevent the strings of overheated plastic between one point of the printing to the other. When the nozzle moves from one point to the other, this process will retract the filament. When it reaches the next stop, it will push out the filament and resume the printing.
Distance of the Retraction
These problems are common in the industry, but solutions might sometimes be subjective and will require testing.
Whenever you are retracting the extrusion, consider how far you are pulling. If you retract too much, the 3D filament may not reach the nozzle and won’t be able to resume printing.
Generally speaking, we recommend trying a retraction distance of 0.5-2.0mm for almost all extruders. For Bowden extruders, retraction distance can go as deep as 15mm since it’s a longer extruder.
Speed of the Retraction
Consider setting a fast retraction so you can solve the stringing problem. Be aware that if you set your retraction speed too fast, it may cause the filament to detach from the other portion inside the nozzle.
Try finding an optimal speed that will allow you to retract your filament without problems. For instance, we recommend for PLA and ABS a speed of 40-60 mm/s and a retraction of 0.5 to 1.0mm on direct-drive extruders. While our recommendations may apply to most people, remember to test your settings.
How to Clean up Stringing on 3D Print?
It is normal that if you have been printing for quite some time and you haven’t cleared out contaminants from the nozzle, you will experience stringing.

Printing filaments can leave thin layers of residue in your nozzle that need to be cleaned before any printing. We recommend using 3D nozzle cleaning kits that include brushes, needles, and tweezers.
Printing Speed
Printing speed is another factor to consider when detecting 3D printer stringing. If your print moves quickly enough, you won’t notice the stringing.
The thing is that if your printing temperatures are low and your print speed is fast, you may suffer from under extrusion. This happens because the plastic won’t have enough time to drip.

We recommend a speed of 190-200mm/s for almost all printer materials. Some people found that their printing speed sweet spot was 150 mm/s, so you should also test your settings.
Avoid Humidity
If there is moisture in your filament, you may suffer from 3D print stringing. When plastic starts to heat up, moisture inside the filament will turn into steam.
Steam will mix with the plastic and increase the chances of oozing. Therefore, you need to consider different ways to store your filament to avoid these contaminants.
Copyright © 2022 by IIID MAX